Omdat ik door onwetendheid de folie van mijn resin reservoir had mishandeld, schoongemaakt met keukenpapier! Moest ik de folie vervangen. Na veel zoeken ben ik zonder reclame te willen maken bij 3Djake uitgekomen.
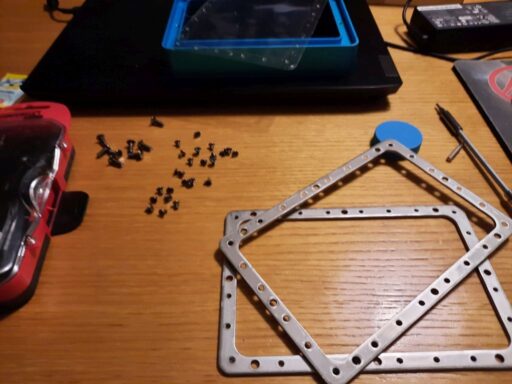
Goed om te beginnen schroef je alle schroeven van het reservoir welke de oude folie vasthouden los. Bewaar de schroeven goed!
Maak alles goed schoon met een brillendoekje (TIP, dit richt ook geen schade aan aan de folie).
Nu leg je de folie op het frame wat aan de onderkant zit. Leg het tweede frame waar de kleine schroefjes in komen boven op de folie en het eerste frame. Onder de folie komt een dopje van het een of ander potje of fles. Dit dopje zorgt voor voldoende ruimte in de folie om later de folie te kunnen afspannen. Ik gebruik handschoenen om vingerafdrukken op de folie te voorkomen.
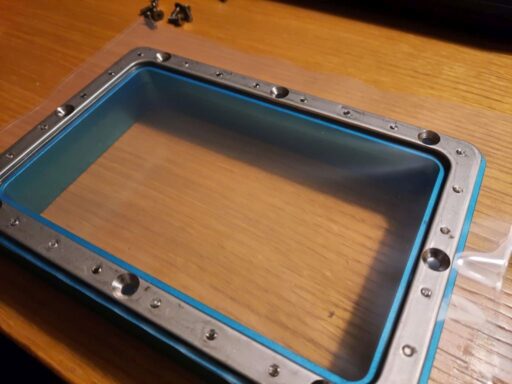
Prik met een scherp voorwerp een gaatje in de folie op de plaats waar een schroefje moet komen. Doe dit één voor één per schroef. Plaats de schroeven kruislings zodat de spanning op de folie goed wordt verdeelt. Tijdens het vastschroeven druk je het frame op de ondergrond (tafelblad) waardoor het dopje de folie omhoog drukt en de folie onder spanning zet. Tijdens het aandrukken vormt het dopje dus een bult in de folie.

Draai alles schroefjes vast, hou nog steeds druk op het frame zodat de bult in de folie blijft bestaan. Als alle schroefjes vast zitten kun je het frame omdraaien en op het reservoir leggen. Het dopje is niet meer nodig.
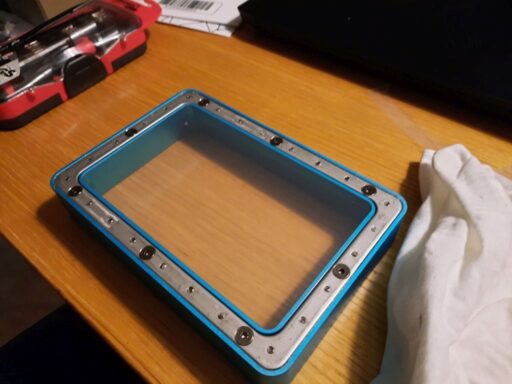
Nu komt het belangrijkste het afspannen. Prik in de gaatjes waar de schroeven moeten komen weer gaatjes in de folie. Zet alles schroeven in de gaatjes, met een beetje druk druk je ze door de folie heen. Draai nog niets vast! Als alles schroeven in de gaatjes zitten begin je met vastdraaien maar doe dit stap voor stap en kruislinks. Dus telkens per schroef een paar slagen. Tijdens het vastdraaien van de schroeven komt de folie op spanning. De spanning is goed als de folie als een vlies van een trommel klinkt. Als de folie er mooi opzit kun je het overtollige materiaal wegsnijden met een scherp mes, pas op voor de vingers!

Succes JohnT